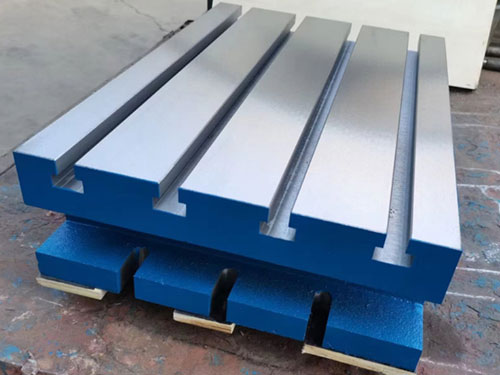
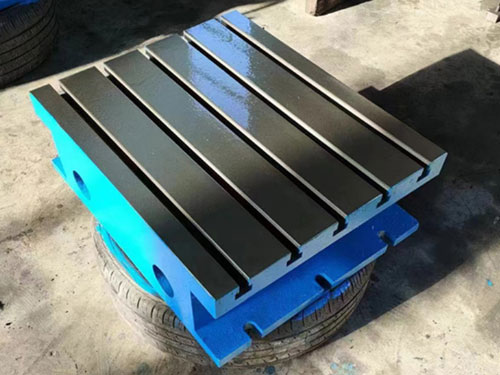
大型铸铁平台适用于各种检验工作,测量用的基准平面;用于机床机械检验测量基准;检查零件的尺寸精度或形为偏差,并作紧密划线,在机械制造中也是的基本工具大型铸铁平台精度:按标准计量检定规程执行分别为0,1,2,3等级四个级别。大型铸铁平台工作面通常应采用刮削工艺。对采用刮削加工的3等级平板工作面,其表面粗糙度Ra允许值为5μm。
大型铸铁平台平面度误差测量的常用方法有如下几种:
一、平晶干涉法:用光学平晶的工作面体现理想平面,直接以干涉条纹的弯曲程度确定被测表面的平面度误差值。主要用于测量小平面,如大型铸铁平台的工作面和千分尺测头测量面的平面度误差。
二、打表测量法:打表测量法是将被测零件和测微计放在标准平板上,以标准平板作为测量基准面,用测微计沿实际表面逐点或沿几条直线方向进行测量。打表测量法按评定基准面分为三点法和对角线法:三点法是用被测实际表面上相距较远的三点所决定的理想平面作为评定基准面,实测时先将被测实际表面上相距远的三点调整到与标准平板等高;对角线法实测时先将实际表面上的四个角点按对角线调整到两两等高。然后用测微计进行测量,测微计在整个实际表面上测得的大变动量即为该实际表面的平面度误差。
三、液平面法:液平面法是用液平面作为测量基准面,液平面由“连通罐”内的液面构成,然后用传感器进行测量。此法主要用于测量大平面的大型大型铸铁平台平面度误差。
四、光束平面法:光束平面法是采用准值望远镜和瞄准靶镜进行测量,选择实际表面上相距远的三个点形成的光束平面作为平面度误差的测量基准面。
五、激光平面度测量仪:激光平面度测量仪用于测量大型大型铸铁平台平面的平面度误差。
大型铸铁平台生产工序要严格按照标准执行,检验标准采用《中华人民共和国机械行业标准》JB/T7974—19。检验一般分为大型铸铁平台毛坯检验、机加工检验和成品检验两次,大型铸铁平台的毛坯主要检验外观规格是否可以达到技术要求,和毛坯有没有内部缺陷;大型铸铁平台的机械加工检验主要是大型铸铁平台有没有沙孔、气孔、裂纹、夹沙、缩松和加工误差等;大型铸铁平台的成品检验主要是大型铸铁平台的平面度和外观及其规格是否可以达到使用要求。
大型铸铁平台工作面上不应有砂孔气孔裂纹夹渣及缩松等铸造缺陷。各铸造表面应型砂,且表面平整涂漆,各税边应修钝。在大型铸铁平台的相对两侧面上,应有安装手柄或吊装位置的设置螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。大型铸铁平台工作面上不应有锈迹划痕碰伤及其他影响使用的外观缺陷。大型铸铁平台主要适用于跟中检验的任务,是在机械的制造中,的一种基本的工具。大型铸铁平台是一种量具,主要原理是应用的是游标读数。多用来对一些零件的内外径,还有长度宽度等进行测量,同时也能测量两件的高度与等,可以说,大型铸铁平台的应用时普遍的。大型铸铁平台需要进行热处理,因为它是一种大型铸件要经过热处理才能提升本身的使用价值。