大型铸铁平台热处理工艺一般包括加热、保温、冷却三个过程,有时只有加热和冷却两个过程。这些过程互相衔接,不可间断。整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。
大型铸铁平台粗刮时,硬调的稀些,通常均匀的涂在规范东西外表上,可涂得稍厚些,可使显出的点子大。精刮时,应调的干些,涂在工件外表上,应涂得薄而均匀,这样,显现出的点子细微,便于精刮时进步刮研精度。在运用显现剂时,有需要注意坚持清洁,避免混进沙粒、铁销等划伤工件外表。涂显现剂用的棉纱有需要用纱布包裹,其它涂用物也要坚持洁净。
大型铸铁平台铸件如何避免粘砂?下面,为你详细讲解一下:
一、尽量运用粒度较细的铸造用砂。
二、避免铸型"爆"或"呛"型砂不行加人过量煤粉和水分。尽量为型和芯开好出气孔,通气孔,增加铸型透气性。
三、避免较不错的金属液静压力头;在满意检验平台铸件补缩条件下冒口高度不要过高;避免浇包处于高位直接浇到直浇道内,需要时可利用盆形浇口杯缓冲一下金属流,并构成恒高静压力头。
四、砂型应紧实。机器外型不行超载,供给外型机的压缩空气应坚持规则压力,避免运用过湿或寄存期过长的型砂,因难以紧实,芯盒通气孔(塞)不可以阻塞;选用树脂砂外型和制芯不能仅靠型砂的杰出流动性,要紧实,需要时辅以轰动。
五、检验铸铁平台铸型或型芯运用有用的涂料。即充填型,芯表层砂粒的空地。如涂料过厚可能开裂,使金属液进入砂中,这时可在层中运用较稀的涂料,然后再以正常或较稠的涂料。
六、减缓检验铸铁平台型内发生的动压力。铸型应多设出气孔,多扎气眼;高紧实度的铸型分型面上可设排气槽(通气槽或通气沟)。
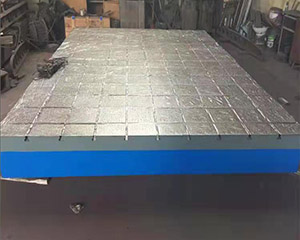
大型铸铁平台工作面不应有裂纹、锈斑、划痕、碰伤、凹陷、杂质以及影响平台准确度的其他缺陷;使用中的划线平台允许有不影响准确度的缺陷。大型铸铁平台表面质量影响,主要表现在两个方面:一是铁水中杂质的含量,特别是氧化铁含量,它易在铸件表面产生夹渣或渣气孔;二是铁水中气体含量,气体含量高易使铸件在表面或皮下产生气孔。我们采取的主要措施是提升铁水温度,建立优良的冲天炉检测系统,冲天炉处于正常状态。“高温静置,低温浇注”是浇注的控制准则,以降低铸件的气孔、缩孔及表面粘砂缺陷。提升铸造技术水平,改进出入口机床铸件表面质量,定于各种模板上,便于提升劳动生产率。
大型铸铁平台使用磨损后,可以重新修刮恢复其精度。可用涂色法检验零件平面度,具有准确、直观、方便的优点。在经过刮研的铁底板T型槽平台、大型铸铁平台上推动表座、工件比较顺畅,无发涩感觉,方便了测量,了测量准确度。安装调试施工准备工作:全部检查施工工具,复合计量工具的精度,达到施工需要。落实施工人员责任制,进行施工前技术培训和稳定教育。施工区域划分,为了便于施工和稳定管理,将施工区域划分,用栏杆维护,无关人员不准进入施工区域,在平台安装完毕灌浆前禁止其他作业人员进入踩踏平台,以免影响安装精度。将定位线和高程点引入混泥土基础上-附件装配和就位粗检;验收土建预留孔灌浆精调;验收土建混凝土浇筑。工作面不可以有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。大型铸铁平台表面采用人工铲刮平面精度。非加工面去掉型砂,并涂上防锈漆。