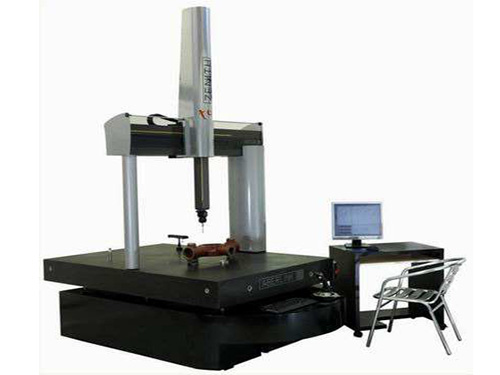
 三坐标测量平台我公司三坐标平台主要适用于...
三坐标测量平台我公司三坐标平台主要适用于...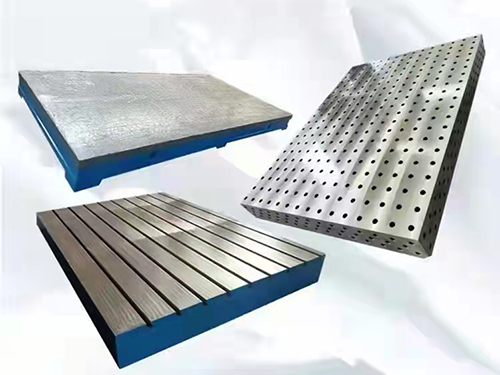 铸铁平台工作台铸铁平台工作台也称铸铁平板...
铸铁平台工作台铸铁平台工作台也称铸铁平板... 三维柔性焊接平台12三维柔性焊接平台产品说明:...
三维柔性焊接平台12三维柔性焊接平台产品说明:... 大型机床床身大型机床床身铸件用途广泛可...
大型机床床身大型机床床身铸件用途广泛可... 方箱3方箱主要用于零部件的平行度...
方箱3方箱主要用于零部件的平行度...在铸铁平台上检验工件时要轻拿轻放工件,不要在铸铁平台上挪动比较粗糙的工件,以免对铸铁平台工作面造成磕碰、划伤等损坏。为了防止铸铁平台整体变形,使用完毕后,要将工件从铸铁平台上拿下来,避免工件长时间对铸铁平台重压造成铸铁平台的变形。铸铁平台怕潮湿,铸铁平台应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体。铸铁平台铸件清理设备对任意一家铸造厂都是需要的设备,那么,选择一台适合自己的铸铁清理设备是重要的。除了铸件类型如形状、重量,尺寸、生产速度、产能要求等会影响抛丸清理机的选择,还有其他一些考量因素。各种造型工艺线生产出数以千计的铸件类型和构造,相匹如在抛丸前要进行振动落砂,则通常选用一个振动装置或滚筒。滚筒式落砂,使用翻滚介质,能减少附着在铸件表面的型砂,便于随后的抛丸清理。
那么,如何对铸铁平台进行抛丸清理?具体方法如下:
一、铸铁平台进行抛丸清理的理想温度好是接近环境温度,但每家铸造厂的冷却时间不尽相同,因此铸铁平台铸件进入抛丸室的温度差别也很大。
二、因此抛丸机在设计时,应考虑到用户生产可能的较不错温度,假设客户需要对如此端高温的铸件进行清理,设计的抛丸机就得符合这样的要求,如此才能减少日后的维修,停机和其他包括操作隐患等问题。
三、一般铸造厂用的抛丸机可处理表面温度高度100度左右的铸件。在这样的温度下,就不适宜用橡胶履带输送式抛丸机,而要选择用钢履带式或锰钢履带输送式抛丸机。在高的温度,如高达175度时,就辅以特别高温的密封,幕帘和提升机履带。
四、这些高温作业还会对设备维护提出特别要求,热的零件,热的机器加之热的磨料,对于设备维修、操作均是个挑战,在这样生产情况下,轴承的润滑、输送带设计、易损件材料组成、通风和控制系统经常都需要换。
五、链条和其他非燃材料替代了橡胶密封、幕帘和履带。因此,高温铸件会影响抛丸设备的选择,适宜的设备才能达到清理、生产和减少维护要求。
六、对于砂型铸造,大部分的砂都是通过落砂这道工序掉。这有助于冷却和减轻下一步抛丸除砂的工作量。也有一些铸造厂,免掉了落砂工序,直接由抛丸机完成清砂任务。
七、有时,进入抛丸室的铸件上的砂或许比金属本身还多,因此,对于这类应用,抛丸设备就需要设计带有特别的回收系统,处理抛丸过程中产生的大量砂料,随后经由磁选分离器或风选式分离器将废砂和圆形钢丸磨料筛分开。
铸铁平台和铸铁平台铸造毛坯后,要对铸件进行清砂处理。清砂形式有人工清砂及抛丸清砂。人工清砂费用不算高,有些局部处理的不是很干净。而抛丸清砂则相反,费用高,铸铁平台表面清理的干净。如选择风选式分离器,就需用到一个双层空气吹落装置,并配有二次磁选/风选设计。对于高温型砂铸件清理,就要慎选分离器,因为高温会降低磁分选的效果。如处理实型铸造模具,为提升清理覆盖率,确定工件的所有表面均清理干净,通常是将铸模置于桌上或旋转吊篮子里,然后送入抛丸室,边旋转,边进行清砂清理。
铸铁平台检定规程对刮研接触斑点要求曲线所表示的在初期磨损量大,这是由于磨损面不平滑,实际接触面积小,比压大所造成的。对于平台来说,使用中平台刮研接触斑点始终处于初期磨损阶段,这是造成刮研接触斑点磨损主要原因之一。根据磨擦速度、接触压力磨损曲线,磨损速度v=0.3~0.5m/s的状态下,磨损量大,这一段称为粘着磨损。平台的使用状态下,工件在平台上移动速度也正是在这一阶段上进行工作的,这是造成刮研接触斑点磨损的原因之二。

