大型铸铁平台一般采用ht200-250的材料,在潮湿的环境下很容易生锈,因此在使用完平台后需要将平台的工作表面擦拭干净,用防锈油涂抹表面。如果长时间不使用,可以用黄油涂抹然后用油纸覆盖,务必平台的表面不生锈。
在大型铸铁平台的使用过程中,应注意避免坚硬的工具敲打或碰撞铸铁平台的表面,来铸铁平台的精度。铸铁平台好用木板制作一个平台用罩(平台的外包装也可),平台不使用时用罩把平台工作面罩住,防止水滴滴在平台的工作面上。
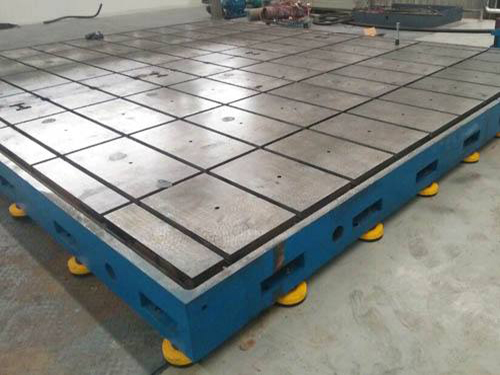
大型铸铁平台在使用和加工中,应设置主支撑点和辅助支撑点,什么是主支点、辅助支点主支点是指铸铁平台在加工、检定和使用中与安装基面或支架接触时,用作主要支承的部分。此时的支承力系是静止状态。为了铸铁平台的加工、检定、验收和使用时工作面准确度性而设置主支点,这将克服当前1000mm×750mm以上铸铁平台检定和使用出现平面度误差值不一致问题辅助支点是指平台在使用时,为了防止承载重心的偏移而发生倾覆或因负载过大而产生的变形所增设的支点。辅助支点上的支力应小于主支点上的支力。铸铁平台主支点、辅助支点的设置是影响平板准确度保持性的重要因素。
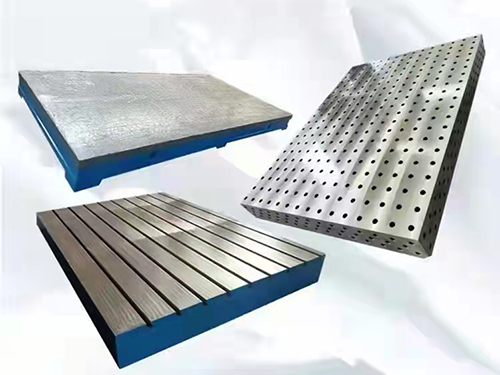
大型铸铁平台的性能特点:
1、铸铁平台,切削足而,轻度导砂后仍有良好的切削性,推研时感觉流畅。
2、容易使量块所需的较高光洁度和研合性,工件镜面青亮。
3、用较简单的方法即可使铸铁平台上砂,且上砂快,嵌砂量足。经过使用后仍容易上同类型砂,经过打磨后,光洁度显著提高。广泛应用在电力设备、纺织机械、陶瓷行业、环保设备、铁路机车、铁路机车、铁路、铁路机车、航天航空、轮船制造、环保设备、等各个。
大型铸铁平台铸造材质有原生铁HT250主要选用Z25、Z20、Z18、Z15、和Z14生铁。不能使用含有白口或粗大石墨原生铁,因为原生铁中白口或粗大的石墨会遗传到铸件中。
作为大型铸铁平台厂家尽量使用低碳钢,不能锈蚀太严重,其厚度>2mm,高合金钢要单独配料使用,含钨的高合金不能使用。
回炉铁:回炉铁主要指铸件冒烟口,铸件废品和费沙箱等,应芯沙和粘沙,其用量根据回炉铁多少调节,不同牌号的回炉铁要分堆放,并且挂牌表示。
铁合金:铁合金主要指75号硅铁和75号锰铁,用于调节铁水中的硅和锰的含量。
大型铸铁平台的浇注工艺:
浇注温度1320-1400℃,小件浇注温度高,搭大件浇注温度低。铁水透明发青,℃可以浇注5mm壁厚的小铸件,铁水表面呈现着闪动的花纹时只能浇注壁厚不加工铸件,若铁水粘包就不能再浇注铸件。
规范操作:当天铸造好的铸型当天浇注,减少吸潮,避免铸型长时间停放;严格配料、称量,保持适当高度的料柱;按规程操作,确定不出现事故,只有保持“四稳”(炉膛尺寸稳定、底焦高度稳定、风量控制稳定、合格炉料稳定)、“三通”(保持风口、渣口、出铁口明亮、通畅、干净),才能熔化稳定,铁液优良。
大型铸铁平台的设计标准:
1、大型铸铁平台外观及表面质量。
2、为大程度地减小装卸起吊平台过程中铸铁平台自重对平台精度的影响,全部平台吊装孔设计符合贝塞尔支点原理。
3、大型铸铁平台无锈迹、滑痕等其他影响使用的外观缺陷,不允许有严重影响使用性能的砂眼、气孔、裂纹等铸造缺陷。
4、大型铸铁平台加工面涂防锈油,非加工面涂防锈漆,面漆。
5、为提高大型铸铁平台的抗变形能力,按材料力学强度理论,采用箱型筋式结构,截面采用半封闭式箱型截面,使平台纵横剖面均呈“工”字梁结构。
6、大型铸铁平台的设计制造要符合JB/T794—1999《铸铁平台》标准。
7、大型铸铁平台及所有附件的计量单位全部采用单位(SI)标准。
8、大型铸铁平台需进行两次人工时效处理。次时效处理在粗加工前,以除掉铸造应力次人工时效处理在粗加工后,以除掉粗加工产生的应力。
9、全部大型铸铁平台的调整采用可调垫铁调整,使平台调整方便且降低需方采购成本。