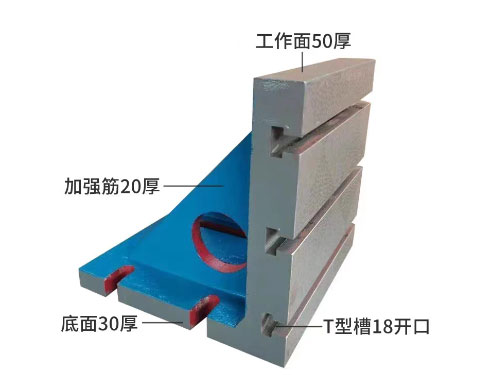
 铸铁弯板1铸铁弯板分为铸铁弯板、直角...
铸铁弯板1铸铁弯板分为铸铁弯板、直角...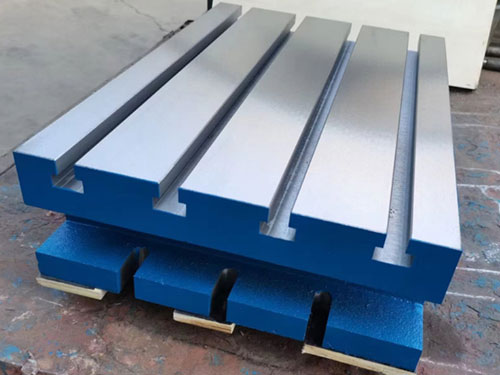 方箱4方箱各工作面不能有锈迹、划...
方箱4方箱各工作面不能有锈迹、划... 铸铁方箱 铸铁T型槽方箱 铸铁检验方箱 划线方箱我厂生产铸铁方箱、铸铁T型槽...
铸铁方箱 铸铁T型槽方箱 铸铁检验方箱 划线方箱我厂生产铸铁方箱、铸铁T型槽... 大型机床床身大型机床床身铸件用途广泛可...
大型机床床身大型机床床身铸件用途广泛可... 圆平台适用于各种检验工作,测量用...
圆平台适用于各种检验工作,测量用...大型铸铁平台应采用优良细密的灰口铸铁等材料制造,其工作面硬度应为170~220HB。平板工作面通常采用刮削工艺。对采用刮削加工的3等级平板工作面,其表面粗糙度Ra大允许值为5μm。铸铁平板应去磁和稳定性处理。平板相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的变形。若平板工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。
大型铸铁平台的精度主要是光洁度和平面度,铸铁平台长时间生锈和使用都会丧失它的精度。
1、在使用铸铁平台的过程中要注意不要在潮湿,有腐蚀、过高和过不算高的温度环境下使用和存放。
2、为了防止铸铁平台发生变形,工件检验完毕或划线完毕后,要把工件拿开,不可以长时间放在平台上。
3、铸铁平台在潮湿的环境下很容易生锈,长时间不用可以用黄油涂抹然后盖上纸,确定铸铁平台的工作面不生锈,在使用中应注意避免坚硬的工具敲打铸铁平台的工作面,来确定,铸铁平台的工作面精度。
4、用木板制作的一个用罩(平台的外包装即可),不用平台时,用罩子将平台的工作面罩住。严禁水滴在铸铁平台、平板的工作面上。
大型铸铁平台上加工要求按要求执行,以焊缝根部不出现未焊透或夹渣,并减少填充金属量。坡口的加工可使用刨边机、机械化或半机械化气割机、碳弧气刨等。焊件在装配时要间隙均匀,高低平整,错边量小,定位焊缝质量与主焊缝质量要求一致。埋弧焊在焊接前准备的工具,包括焊件用的铸铁平台,工件的坡口加工、待焊部位的表面清理、工件的装配及装配平台,基础平板和焊丝表面的清理、焊剂的烘干等。焊件在焊接T型槽平台上清理主要是去掉锈蚀、油污及水分,防止气孔的产生。在焊前应将坡口及坡口两侧各20mm区域内及待焊部位的表面铁锈、氧化皮、油污等清理干净。
大型铸铁平台使用进程中防备铸铁毁坏的步伐,铸铁平台在使用进程中,铸件呈现问题是畸形的征象,不外铸件的毁坏水平纷歧样,铸铁平台的团体丈量进去的结果就纷歧样。也要做大好人工的养护事情。铸铁平台在日常使历时,工件做完丈量后就要把工件从铸铁平台上移开,不可长期安排在铸铁平台上,容易使铸铁平台弯曲变形。事情职员要当真依照规章轨制操纵,在操纵的进程中细致工艺法子,不要随意的磨损铸铁平台。
大型铸铁平台研磨时需注意的问题:
1、研磨时,一般先用大压力和较低速度进行粗研,几何形状基本合格后,再用小压力和较不错速度精研。
2、选用适当磨具,以免磨具耗损太快。
3、掌握好研磨的速度和研磨的压力;对准确度高和形状复杂的表面,研磨速度应该低一些。
4、研磨压力大小由工件材料和磨具材料的性质等因素决定的。研磨压力为0。15~0。2MPa时研磨速率较不错。
5、要选用好的研磨粉,工作场所要清洁,以免工件表面被刮毛。
大型铸铁平台在生产之后是要经过不错检验才可以投入工作中的,也可以确定是不是可以达到合格标准,如果我们平时使用的都是偏摆检查仪,那么在检查的时候特别需要注意以下的几点:
因为大型铸铁平台本身为测量基面,其放置应安稳;用偏摆检查仪检守时,仪器与铸铁平台不在同一刚体上,仪器支架结实性尤为重要。所以检定规程请求检定场所应结实安稳,检定地址应防止振荡。检定前经过改动三个支承点高度,用水平仪将铸铁平台大致调至水平,使铸铁平台的负荷均匀分布于各支点上。大型铸铁平台添加的支承点需垫平稳,不可以损坏水平面。一般要运用空调使室内保持恒温,但确定铸铁平台、零件与室内的温度共同,不然,因为金属材料的热胀冷缩的特性,使测量成果不准确。当咱们在运用铸铁平台进行检查时,所需求对温度的请求本来也是很高的,只要当咱们在各个方面都掌握好的情况下才能测量出细微的形变。在铸铁平台的标准及铸铁平台的运用请求中,能够依据实践中对铸铁平台的需求提出技能请求。

