铸铁平台在精度等级低于”00″级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。铸铁平台的内在质量,机械制造中的重要工艺之一就是金属热处理和其它加工工艺相比,热处理一般不改变物件的表面化学成分。为了防止铸铁平台变形,在平台上操作完毕后,应把平台清理干净,不要留下过重的零件。
铸铁检验平台在生产过程中,会产生一部分理论重量的偏差,要注意的是铸铁平台的偏差是不是影响的铸铁平台的使用。一般铸铁平台的设计应该考虑到铸造误差和机械加工的误差,铸铁平台的重量误差一般不可以超过10%,超过10%时,我们要对铸铁平台的质量做进一步的鉴定才可以确定此铸铁平台是否可以投入使用。
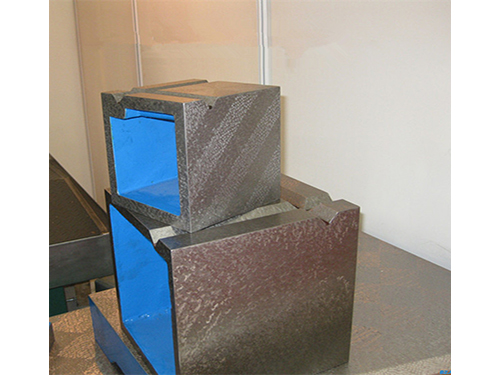
关于铸铁平台的装置方法有哪些?下面,为您详细讲讲:
一、垫铁装置:铸铁平台调至程度。负荷平均散布于各支点上。情况温度(20±5)℃。运用时应防止振动。铸铁平台采用垫铁装置的长处,装置。挪动便利。
二、支架装置:铸铁平台轻放到支架上。调整支架上的微调螺栓至到铸铁平台程度。支架可减轻查验人员的劳动强度。支架高度普通在500-600mm左右。
三、地锚器装置:铸铁平台可以设计地锚器装置,用户依据铸铁平台的图纸做好地基和预埋孔,然后把地锚器放到提早设置的预留孔里,将铸铁平台调整程度。
四、地脚螺栓装置:铸铁平台依据用户的要求设计装置方法,地脚螺栓装置。
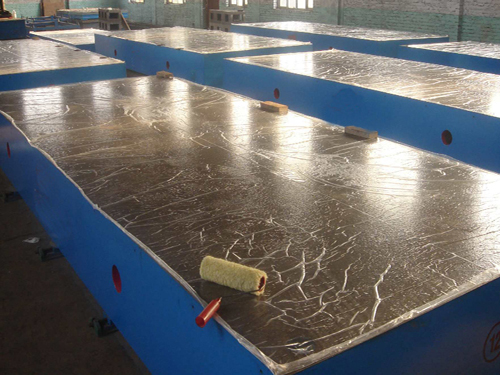
铸铁平台适用于各种大型工件,铸件检验工作,测量用的基准平面;用于机床机械检验测量基准;检查零件的尺寸精度或形为偏差,并作紧密划线,在机械制造中也是的基本工具。一般一块平台可以达到正常大小的工件检验,划线等工作,但是遇到大型铸件或工件,比如船舶制造行业,单块平台就无法达到检验,划线等工作要求了,这时就需要将几块甚至十几块平台进行拼接,形成一块的组合平台拼接平台再对大型的铸件,工件进行检验,划线,装配等工作。
铸铁平台铸造时的注意事项:铸造碾砂过程的控制,型砂的性能将直接影响量具铸件的质量,因此,型砂应该具有良好的湿强度、流动性、可塑性和退让性等。严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提升流动性等。铸造浇注过程的控制。浇注前要对铸水进行孕育和扒渣处理。在浇注过程中要不断流、平稳,以避免冲砂而形成砂眼。跑火时要及时堵住漏铸水的部位,并补足铸水,以减少冷隔、浇不足等缺陷。铸造清理过程的控制,清理过程是量具铸件冷却后从铸型中清理量具铸件,以获得表面无缺陷的量具铸件。