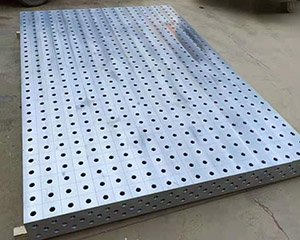
铸铁平台用砂的管理是关键的,铸铁平台铸件全部要依靠型砂来制造,很多工厂对型砂不进行严格的管理,往往型砂透气性差,透气性不好,导致了铸铁平台铸件容易出现气孔。还有型砂不错度低,使铸型断裂。铸铁平台铸件质量不好有多半是是因为铸造用的型砂不好造成的。清砂的部位还主要是底部,清砂结束今后及时涂上红丹粉放置铸件氧化。在铸造出来今后在地坑中要呆上适合的时刻,时刻的操控要根据平台的吨位来定,吨位越大在地坑中呆的时刻就大概越长,要不铸件没有放凉就挖出来细微的是变形,比较重的丢失即是铸件发作开裂。
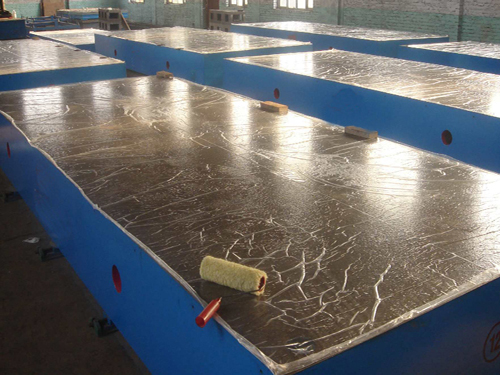
下面,带您了解一下铸铁平台压砂处理时的情况:
一、当运动时,砂子本身做移动和滚动,它一边切削铸铁平台,一边被平台嵌入,一边又被别的砂子挤出,互相挤压。直到砂子整体的一半或一半以上嵌入平台,砂子才会。这些的沙子就是我们修理量块用的。其它砂子大部分是浮砂,不稳固,用油一擦就掉,或用不了几次就会松动而掉。当推拉力达到500N左右时,砂子嵌入的比较,就可以完成压砂。
二、在研磨过程中,要注意使研磨平台上各处都均匀的磨耗。听研磨砂子的声音,是否随上板的移动而发出“沙沙”的金属声音,不能有停顿或异样的声音;看板面间的油迹是否均匀。推拉平台时始终呈“8”字运行。
三、前两次压砂所达到的推拉力和所用油量一样,后四次压砂滴入7~8滴混合油,推拉力达到750N左右,这时的推拉速度达每行程10秒左右。每遍压砂大约需要20分钟左右。
四、在拉铸铁平台时,两手用力要均匀,速度要稳定,走几个行程要转动平台90°。在转动平台和接“8”字运动时,要衔接,平稳过度,尽量不要有停顿。推拉的速度随着平台间的吸引力的增大而减少。
五、开始研磨时,用小力量推拉,以防把两板间的油和砂子挤出。尽量把平台间的油赶匀,手感两手的推拉力应该一样。当比较润滑时,这时应增加旋转推拉上板的速度,一个行程大约4~5秒钟。
使用铸铁平台的流程是选择泡塑珠粒-模型制作-模型组合成簇-模型涂层-振动造型-浇注置换-冷却清理。铸件生产工序多,影响因素多,质量控制难度大,特别是大型平台,无论从工装、造型工艺和熔炼方面都有很高的要求,各个细节都需要处理好。是铁液的质量对于平台铸件生产的成败很关键,除了达到材质的牌号要求外,铁液的温度、性能都对铸件有影响。生产实际中,应根据每个铸铁平台铸件的结构特点编制相应的工艺。主要有细长形,模样设计出变形量,这种铸件的中间型腔砂芯通用性好,可以减少芯盒的数量;圆形平台铸件的中心孔大时,可将中心孔圆形砂型分成1/2或1/4,从而减小芯盒的尺寸。至于外围的扇形型芯,通用性也很高。