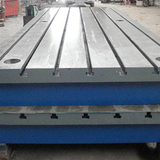
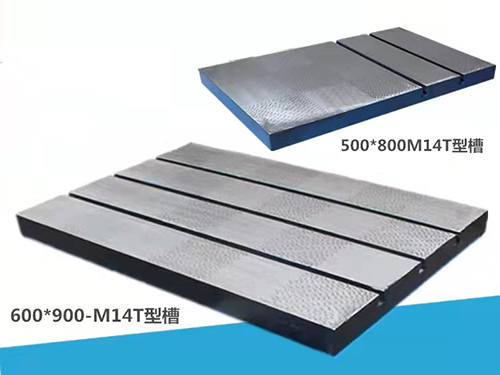
焊接平台用于机械发动机的动力试验,调试设备。具有较好的平面稳定性和韧性。表面带有T型槽。主要用来固定工件。是钳工工人用来调试设备,装配平台,维修设备的基础工作面。
焊接平台由于多种因素影响,常常会出现气孔、针孔、夹渣、裂纹的缺陷。对于质量与外观要求不高的铸铁焊接平台可以使用氩弧焊机等发热量大、的焊机来修补。但在铸件缺陷修补范围,由于氩弧焊热影响大,修补时会造成铸件变形、硬度降低、砂眼、局部退火、开裂、针孔、研磨、划伤、咬边、或者是结合力不够及内应力损伤等缺陷。冷焊机正好可以弥补以上缺点,其优点主要表现在热影响区域小,铸件无需预热,常温冷焊修补,因为无变形、咬边和残余应力,不会产生局部退火,不改变铸件的金属组织状态。因而冷焊机适用于铸件的表面缺陷修补。
焊接平台适用于各种检验工作,精度测量用的基准平面,主要用于机械工件检验测量中的基准面,检查零件的尺寸精度或行为偏差。试验用焊接平台主要是用于实验室,因此对于精度要求非常高,为了提升焊接平台的平面度需要进行刮研工艺,人们也习惯称为铸铁刮研平台。
铸铁平台可以分为三个步骤,粗刮,细刮,精刮,刮花是可以起到美观和保护铸铁焊接平台不生锈的作用。
焊接平台的刮研的方法:
1、粗刮:若工件表面很是粗糙、加工痕迹较深或表面严锈、不平或歪曲、刮削余量在0.005mm以上时,应先粗刮。
2、粗刮的特点是选用长刮刀,行程教长(10mm~15mm之间),刀痕较宽(10mm),刮刀痕迹顺向,成片不重复。机械加工的刀痕挂除后,即可研点,并按显出的高点刮削。当铸铁焊接平台工件表面研点每25㎡×25㎡上为4~6点并留有细刮加工余量时,可进行细刮。
3、细刮:细刮便是将粗刮后的高点刮去,其特点是选用短刮法(刀痕宽约6mm,长5mm~10mm),研点松散快。细刮时要朝着一个方向刮,刮完一遍,刮二遍时要成45度或60度方向交叉刮出网纹。
4、当均匀研点每25㎡×25㎡上为10~14点时,即可结束细刮。
5、精刮:在细刮铸铁焊接平台的基础上进行精刮,选用小刮刀或带圆弧的精刮刀,刀痕宽约4mm,均匀研点每25㎡×25㎡上应为20~25点,长用于查验东西、导轨和严密东西接触面的刮削。
6、刮花:铸铁焊接平台刮花的效果一是漂亮,二是有积存润滑油的功能。一般多见的斑纹有:斜斑纹、燕形斑纹和鱼鳞斑纹等。其他,还可通过调查原斑纹的完好和不见的情况来区分平面作业后的磨损程度。
焊接平台的优点:
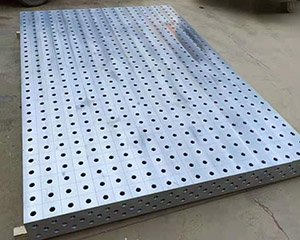
1、试验平台的形状结构特点:其工作面外形分为长方形、正方形或圆形,工作面上可加工V形、T形、U形槽和圆孔、长孔等用以不同试验工作需要。
2、具体适用于用于机械、发动机的动力实验,设备调试,具有较好的平面稳定性和韧性,表面带有T型槽,可以用来固定实验设备;
3、铸铁平台的生产标准:按我国GB7947-19标准制造。
4、同时适用于各种产品的检验工作,铸铁试验平台用于检查零件的尺寸精度或行为偏差,并作划线试验平台在机械制造中也是不能少的基本工具。