 三维柔性焊接平台5三维柔性焊接平台是一套定位...
三维柔性焊接平台5三维柔性焊接平台是一套定位...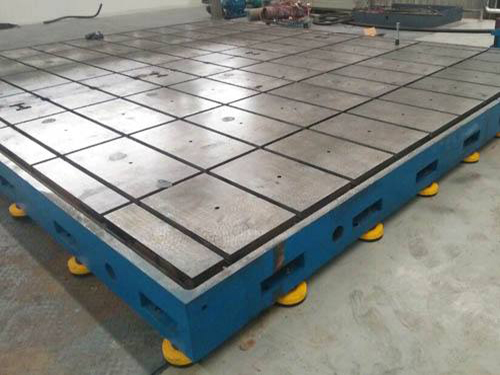 水槽平台铸铁水槽平台用途:铸铁水槽...
水槽平台铸铁水槽平台用途:铸铁水槽... 偏摆检查仪偏摆检查仪是按照机械滑台的...
偏摆检查仪偏摆检查仪是按照机械滑台的... 重型垫铁重型调整垫铁也被称为调整垫...
重型垫铁重型调整垫铁也被称为调整垫... 三维柔性焊接平台14三维孔系组合柔性焊接工艺装...
三维柔性焊接平台14三维孔系组合柔性焊接工艺装...铸铁平台的检验和铸造缺陷:一般铸铁平台使用的是铸铁HT200-300,硬度为HB170-240,这样才能符合的标准。铸铁平台在制作的过程中,要进行回火,在600-700度的高温下进行退火处理,这样能够增铸铁平台的精度。平台是用于工件检测或划线的平面基准器具。适用于各种检验工作,测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作划线。
铸铁平台的防锈措施介绍:按JB/T7949-标准制造,产品制成筋板式和箱体式,工作面有长方形,工作面采用刮研工艺,工作面上可加工V形、T型、U型槽和圆孔、长孔等。平台是用于工件检测或划线的平面基准器具。适用于各种检验工作,测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作划线。在机械制造中也是的基本工具。
铸铁平台检测出的误差的原因有哪些?
一、人为误差。操作者责任心、技术水平、情绪和生理(如视力)因素等造成铸铁平台操作不当,或者读数、记录、计算错误所造成的误差。
二、测量力引起的变形误差。测量力引起的变形误差是指使用铸铁平台检测器具进行接触测量时,测量力使零件与测量接触部分微小变形而产生的测量误差。测量装置上一般有保持恒力的装置。
三、铸铁平台检测量具误差。量具设计不完善或制造、调整,或者在使用中磨损造成的误差。主要表现为量仪“示值误差”(包括标准器和附件的误差)。
四、基准误差。铸铁平台作为基准的量具,不可避免地存在误差。基准件误差直接影响测量值,如水平仪的制造误差。一般基准件的误差应不超过总测量误差的1/3~1/5。
五、方法误差。检测铸铁平台方法、检测量具选择不当,测量原理与计算公式简化造成的误差,测量仪、工件定位装夹和受力变形引起的误差。
六、环境误差。工作环境偏离标准温度(20℃)太多,或其随时间、空间的变化太大;振动、冲击波动大;气压、湿度和清洁度不符合要求等造成的误差。
铸铁平台进行机械加工时选择毛坯是一个重要的环节,毛坯的选择不只影响毛坯的加工工艺和工艺费用,并且也会影响到机械加工的工艺办法和加工质量。毛坯普通采用铸造的办法进行制造,当前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比方铸造,熔模铸造和离心铸造等。铸铁平台毛坯的选择不只影响毛坯的加工工艺和工艺费用,并且也会影响到机械加工的工艺办法和加工质量。因而需求量具毛坯铸造和机械加工两个方面的工艺人员密切配合,正确的确定毛坯的品种,布局形状。
另外,用水平仪检定时,平台本身为测量基面,其放置应稳定;用自准直仪检定时,仪器与平台不在同一刚体上。仪器支架性尤为重要。所以检定规程要求检定场地应稳定,检定地点应避免振动。这是因为:工厂常将小平台置于钳工台或桌子上,稳定性差。检定人员在平台附近的走动、检定工具在平台上的移动,都会产生不同的重力,使平台的空间位置发生变化,测量结果不。所以检定这类平台时,平台应移至稳定的场地上,避免重力变化对测量结果的影响。对于检定人员在平台上检定时的移动,愈应考虑检定场地的稳定性,注意重力变化的影响。对于400mm×400mm以下的小平台,特别是岩石平台.其平台重量较轻,而检定工具(水平仪或反射镜及桥板)重量较重,当其放在不同位置时,平台的三个支点负荷发生不均衡变化,造成平台与支承间产生接触变形。检定时除应考虑检定地点稳定外,还应注意检定工具的重量,时应增加辅助支承来增强平台放置的性。还可使用配重方检测。

